Prodotti




Roving diretto in fibra di vetro ECR per tessitura
Filato diretto per tessitura
I prodotti sono compatibili con la resina UP VE ecc. Garantiscono eccellenti prestazioni di tessitura e sono progettati per produrre tutti i tipi di prodotti FRP come stuoie intrecciate, maglie, geotessili e tessuti multiassiali ecc.
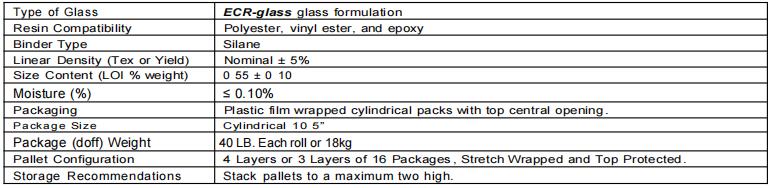
specifiche del prodotto
| Codice prodotto | Diametro del filamento (μm) | Densità lineare (tex) | Resina compatibile | Caratteristiche del prodotto e applicazione |
| EWT150 | 13-24 | 300、413 600, 800, 1500, 1200, 2000, 2400 | UPVE
| Eccellenti prestazioni di tessitura. Perdita di pelo molto bassa. Utilizzare per la produzione di stuoie intrecciate, nastri, tappeti combinati, tappeti sandwich
|
DATI DEL PRODOTTO
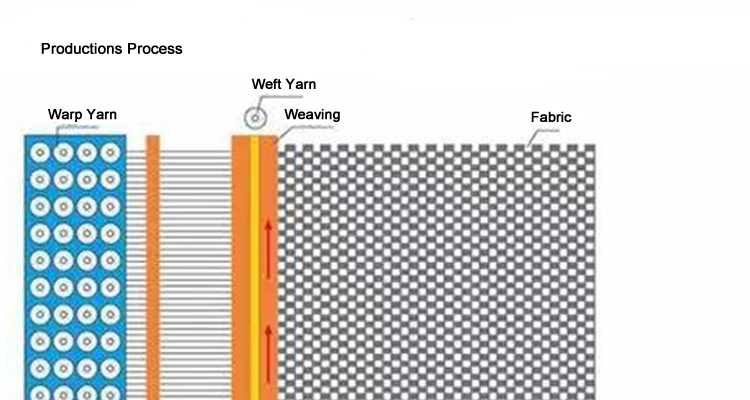
Roving diretto per applicazione di tessitura
Le fibre di vetro E vengono utilizzate nella produzione di imbarcazioni, tubi, aeroplani e nell'industria automobilistica sotto forma di materiali compositi. Le fibre vengono utilizzate anche nella produzione di pale eoliche, mentre i roving in fibra di vetro vengono utilizzati nella produzione di fibre biassiali (±45°, 0°/90°), triassiali (0°/±45°, -45°/90°/+45°) e quadriassiali (0°/-45°/90°/+45°). I roving in fibra di vetro utilizzati nella produzione di fibre devono essere compatibili con diverse resine, come poliestere insaturo, vinilestere o resina epossidica. Pertanto, nello sviluppo di tali roving, è necessario considerare diverse sostanze chimiche che migliorino la compatibilità tra la fibra di vetro e la resina della matrice. Durante quest'ultima fase di produzione, alla fibra viene applicata una miscela di sostanze chimiche, chiamata apprettatura. L'apprettatura migliora l'integrità dei filamenti di fibra di vetro (filmogeno), la scorrevolezza tra i filamenti (agente lubrificante) e la formazione di legami tra la matrice e i filamenti di fibra di vetro (agente legante). L'apprettatura previene inoltre l'ossidazione del filmogeno (antiossidanti) e inibisce la comparsa di elettricità statica (agenti antistatici). Le specifiche del nuovo roving diretto devono essere definite prima dello sviluppo di un roving in fibra di vetro per applicazioni di tessitura. La progettazione dell'apprettatura richiede la scelta dei componenti di apprettatura in base alle specifiche, a cui seguono le prove. I roving di prova vengono testati, i risultati vengono confrontati con le specifiche target e di conseguenza vengono introdotte le correzioni necessarie. Inoltre, vengono utilizzate diverse matrici per realizzare compositi con roving di prova al fine di confrontare le proprietà meccaniche acquisite.